У стара времена, поступак заваривања метала може се извршити загревањем метала и пресовањем, што је познато као ковачки поступак заваривања. Али тренутно је технологија заваривања промењена од стране долазак електричне енергије . У 19. веку је изумљен отпор, заваривање гасом и луком. После овога постоје различите врсте технологија заваривања су изумљени попут трења, ултразвука, плазме, ласерски , заваривање електронским снопом. Иако се примена технологије заваривања углавном укључује у различитим индустријама. Овај чланак говори о отпорном заваривању, принципу рада, различитим врстама, предностима, недостацима и примени.
Шта је отпорно заваривање?
Отпорно заваривање се може дефинисати јер се ради о начину заваривања у течном стању где се спој од метала до метала може формирати у течном стању, у супротном растопљеном стању. Ово је термоелектрична метода где се топлота може генерисати на. То је термоелектрични процес у коме се топлота генерише на ивичним равнинама плоча за заваривање због електричног отпора и заварени спој се може створити применом ниског притиска на ове плоче. Ова врста заваривања користи електрични отпор за стварање топлоте. Овај поступак је врло ефикасан без загађења, али су апликације ограничене због карактеристика као што су високи трошкови опреме и ограничена дебљина материјала.

Отпорно заваривање
Принцип рада отпорног заваривања
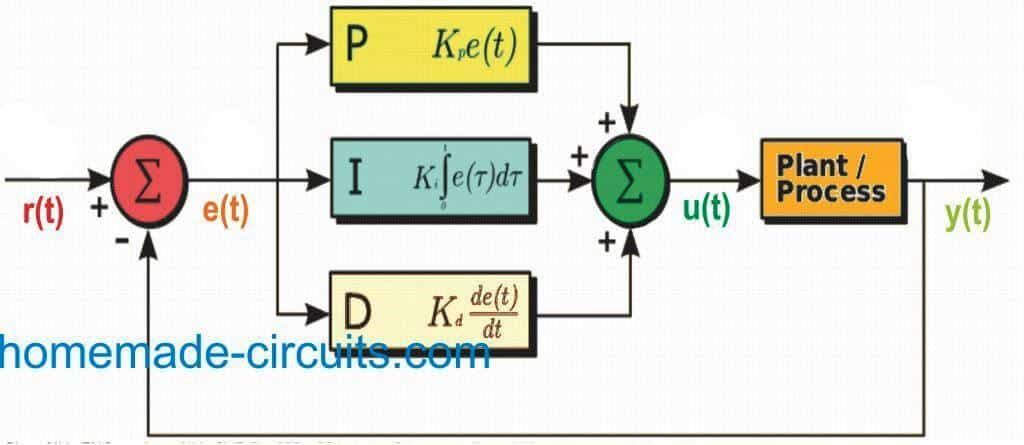
Тхе принцип рада отпорног заваривања је стварање топлоте због електричног отпора. Отпорно заваривање као што су шав, тачка, заштита ради на истом принципу. Кад год струја прође електрични отпор , тада ће се створити топлота. Исти принцип рада може се користити у електричној завојници. Створена топлота зависиће од отпора материјала, примењене струје, стања површине, примењеног тренутног временског периода
Ова производња топлоте се одвија због претварање енергије од електричног до термичког. Тхе формула отпорног заваривања за производњу топлоте је
Х = ИдваРТ
Где
- ‘Х’ је генерисана топлота, а јединица топлоте је џул
- ‘И’ је електрична струја, а јединица за ово је ампер
- ‘Р’ је електрични отпор, а јединица овога је Охм
- „Т“ је време протока струје, а његова јединица је друга
Створена топлота може се користити за омекшавање ивичног метала да би се фузијом обликовао жилав спој за заваривање. Овим поступком се ствара завар без наношења било каквог флукса, материјала за пуњење и заштитних гасова.
Врсте отпорног заваривања
Различит врсте отпорног заваривања се разматрају у наставку.
Тачкасто заваривање
Тачкасто заваривање је најједноставнија врста заваривања где се делови држе заједно испод силе наковња. Бакарне (Цу) електроде ће успоставити контакт са радним делом и протоком струје кроз њега. Материјал радног дела примењује неколико отпора унутар протока струје што ће проузроковати ограничену производњу топлоте. Отпор је велик на ивичним површинама због ваздушног зазора. Кроз њега почиње да се напаја струја, тада ће смањити површину ивице.

Тачкасто заваривање
Тренутно напајање и време морају бити довољни за правилно растварање ивичних површина. Сада ће проток струје бити заустављен, међутим сила која се примењује на електроду наставља се и секунду, док се завар брзо хлади. Касније се електроде уклањају и ступају у контакт са новим местом како би створиле кружни комад. Величина комада углавном зависи од величине електроде (4-7 мм).
Заваривање шавова
Ова врста заваривања је такође позната и као непрекидно тачкасто заваривање где се електрода у облику ваљка може користити за напајање струје кроз радне делове. У почетку електроде са ваљцима ступају у контакт са радним делом. Кроз ове ваљке за електроде може се испоручити велика струја да би се ивичне површине истопиле и обликовале заварени спој.

Заваривање шавова
Тренутно ће ваљци електрода почети да се котрљају на радним плочама како би направили трајни заварени спој. Управљање временом завара и кретање електрода могу се контролисати како би се загарантовало да се преклапање завара и радни део не прегреју. Брзина заваривања може бити око 60 инча у минути у оквиру заваривања шавова, које се користи за израду херметички затворених спојева.
Пројекционо заваривање
Пројекционо заваривање је слично точковном заваривању, осим што се на радним деловима може створити рупица на месту где је пожељно заваривање. Тренутно се радни делови држе међу електродама, као и огромна количина струје кроз њу. Може се применити мала количина притиска кроз целу електроду на заштитне штитове. Проток струје кроз јамицу која је раствара и сила узрокује ниво јамице и обликује завар.

Пројекционо заваривање
Фласх заваривање у међуспремнику
Брзо заваривање је облик отпорног заваривања, које се користи за заваривање цеви као и шипки у индустрији челика. Овом методом заварена су два радна дела која ће се чврсто држати током држача електрода, као и висок импулсни проток струје у опсегу од 1.000.000 ампера према материјалу радног дела.

Фласх Бутт Велдинг
У два држача електрода, један је трајан, а други променљив. У почетку се може напајати проток струје и променљива стезаљка ће се присилити против сталне стезаљке јер ће доћи до контакта са два радна дела при јакој струји, искра ће се створити. Кад год се ивична површина приближи пластичном облику, проток струје ће се зауставити, као и аксијална сила да се побољша да се створи спој. Овом методом заваривање се може обликовати због пластичне деформације.
Отпорно заваривање
Тхе примене отпорног заваривања укључи следеће.
- Ова врста заваривања може се широко користити у оквиру аутомобилске индустрије , израда навртке као и вијка.
- Заваривање шавова може се користити за стварање спојева који доказују цурење који су неопходни у малим резервоарима, котлови итд.
- Фласх заваривање се може користити за заваривање цеви и цеви.
Предности и недостаци отпорног заваривања
Тхе предности и недостаци отпорног заваривања укључи следеће
Предности
- Ова метода је једноставна и не захтева високу стручну радну снагу.
- Дебљина метала отпорног заваривања је 20 мм, а танкоћа 0,1 мм
- Једноставно аутоматизовано
- Стопа производње је велика
- Могу се заварити и сродни и различити метали.
- Брзина заваривања биће велика
- Не треба му флукс, пуњење метала и заштитни гасови.
Мане
- Цена алата ће бити висока.
- Дебљина радног дела је ограничена због тренутних захтева.
- Мање је способан за високопроводљиву опрему.
- Троши велику електричну снагу.
- Заварени спојеви садрже малу затезну и заморну снагу.
Дакле, ово је све о поступак отпорног заваривања , који се користи за заваривање два метала. Садржи главу за заваривање која служи за држање метала међу електродама и примењује заваривање напајање & сила за заваривање метала. Када се примени сила, отпор производи топлоту, а затим отпорно заваривање користи топлоту. Исто тако, кад год ток струје покуша да се креће напред кроз два метала, тада се може створити топлота због отпора метала. Тако се коначно ово заваривање може користити за заваривање метала помоћу притиска као и топлоте. Ево питања за вас, који су параметри отпорног заваривања ?
Кредити за слике: Тачкасто заваривање и заваривање шавова